자동화부문
EV·2차전지, 검사·물류 분야의 자동화를 선도하는 스마트 제조 솔루션 기업
2차전지자동화설비
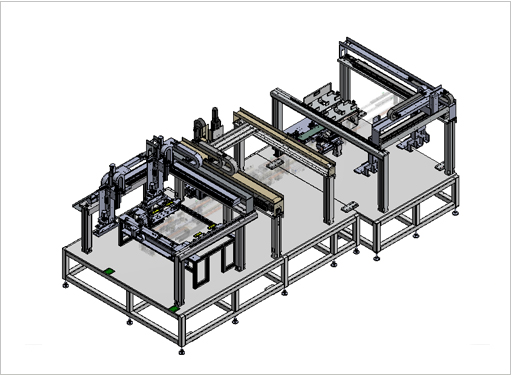
셀 적층 자동화 조립라인의 특징 및 핵심기술
각형 셀 적층 자동화 조립 라인은 기존 각형(Cell) 배터리의 CCS (Cell Connector System)용접 구조는 상면(Top)에 구성되는 방식이 일반적이지만 당사에서는 측면(Side) CCS 용접 구조로 개발 및 적용하여 협소한 공간에서 CCS를 안정적으로 공급하고 용접의 안전성을 확보하는 구조 방식 입니다.
STACK LINE
① CCU조립 및 용접
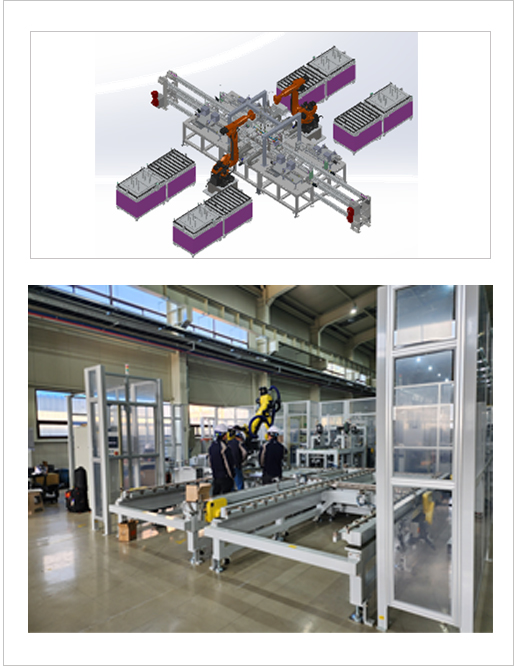
② 용접 품질 검사
③ 사이드 판넬 조립
④ 사이드 판넬 조립 검사
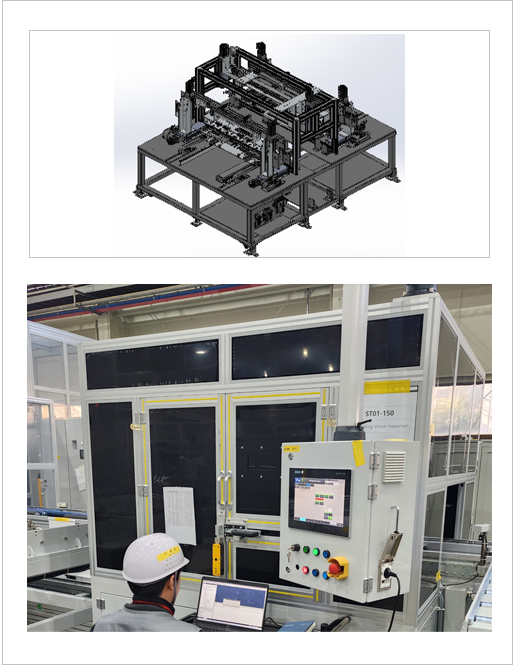
⑤ Stack 테스트
⑥ 사이드 판넬 조립
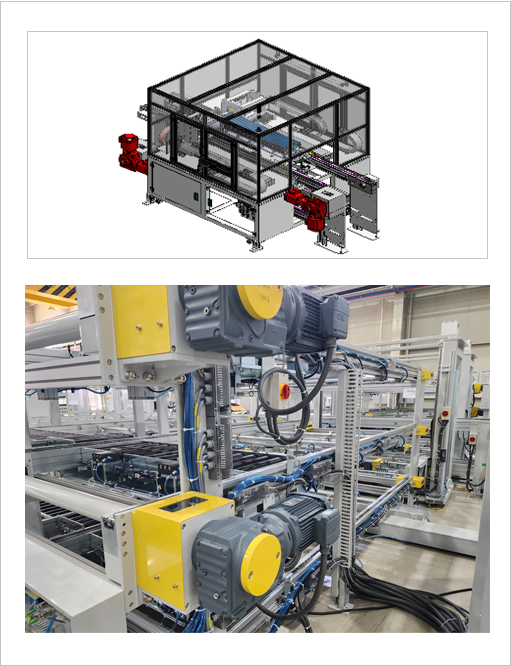
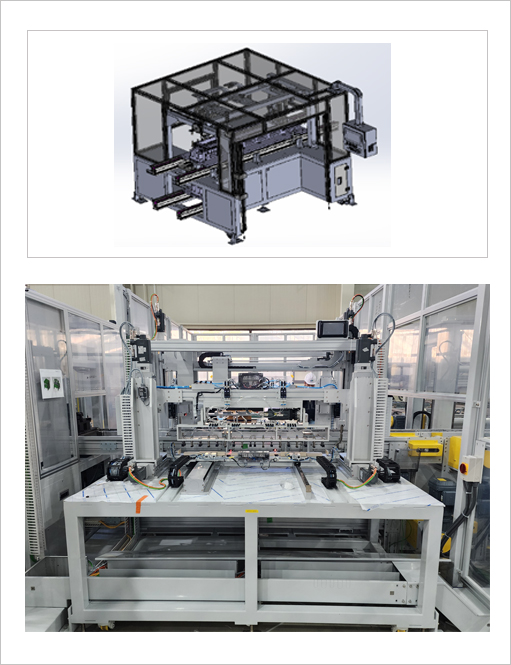
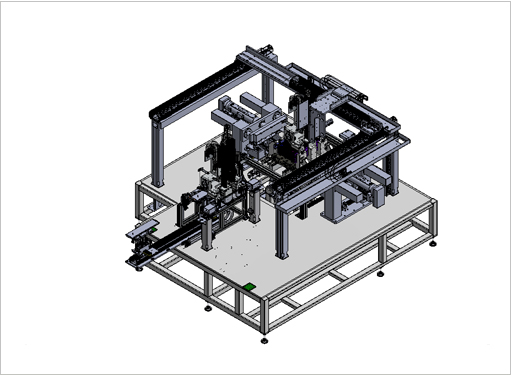
파우치형 배터리 조립 라인의 특징 및 핵심기술
EREV-T3H 파우치형 배터리 조립 라인은 높은 에너지 밀도와 다양한 디자인의 제품에 적용이 용이하여 최적의 생산 효율성을 제공합니다.
STACK LINE
Cell Inspection
Tape/Mica Attach
Cell Stack

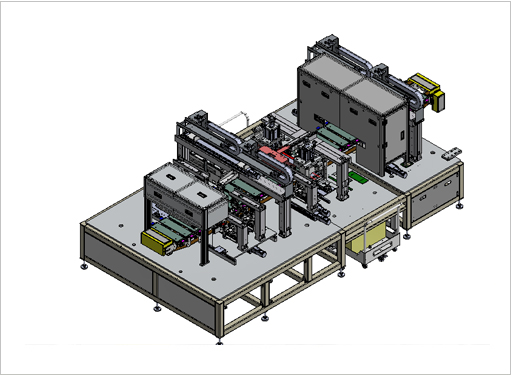
설비개요
설비목적 : 고주파 용접 특수 설비
→ 특정 규격의 알루미늄 스트립을 원료로 사용하여 냉간 굽힘 및 고주파 용접 방식 적용
→ 정사각형 및 직사각형 알루미늄 파이프 직접 성형 방식
롤포밍 방식
연속 롤포밍과 고주파 용접을 결합
각형 배터리 CAN 부품 고속 · 고정밀 · 저원가 안정적 양산 최적의 솔루션
제품 사양 및 원자재 조건
| 제품 사양 | |
|---|---|
| (1) 알루미늄 튜브 크기 | 높이 48.34mm, 너비 124.56mm |
| (2) 알루미늄 튜브 두께 | 0.3< mm |
| (3) 알루미늄 튜브 길이 | 256mm (고객 요구 사항 적용) |
| (4) 제품 요구 사항 | 도면에 따름 |
| 원자재 조건 | |
|---|---|
| (1) 알루미늄 스트립 | 3003/H18 |
| (2) 알루미늄 스트립 폭 | 폭 400mm 미만 튜브에 적합 |
| (3) 알루미늄 스트립 두께 | 0.3 < mm |
| (4) 알루미늄 스트립 롤 내경 | Φ305mm |
| (5) 알루미늄 스트립 롤 외경 | Φmax=2000mm |
| (6) 알루미늄 스트립 최대 중량 | 2000kg |
롤포밍 절곡캔 설비 장점
| 구분 | 핵심 장점 |
|---|---|
| 생산성 | 연속 공정 기반 고속 양산 가능, 사이클 타임 단축 |
| 품질 안정성 | 각형 단면 치수 반복성 우수, 품질 편차 최소화 |
| 용접 신뢰성 | 장변 직선부 균일한 심(seam) 용접 품질 확보 |
| 열 영향 최소화 | 국부 가열 방식으로 변형·뒤틀림 최소화 |
| 원가 경쟁력 | 스크랩 감소 및 후공정 축소로 제조 원가 절감 |
| 공정 효율 | 성형·용접 일체형 공정으로 라인 단순화 |
| 확장성 | 각형 CAN 사이즈 변경 대응 용이 |
| 자동화 수준 | 서보 제어 기반 완전 자동 연속 생산 |
| 양산 적합성 | 장시간 연속 가동에 최적화 |
| 시장 경쟁력 | 대형·고에너지 밀도 각형 배터리 대응 최적 |
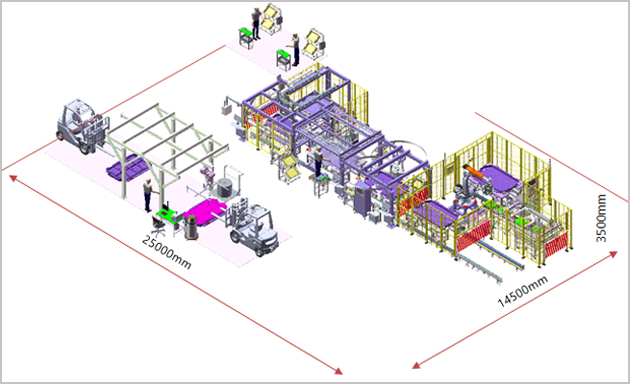
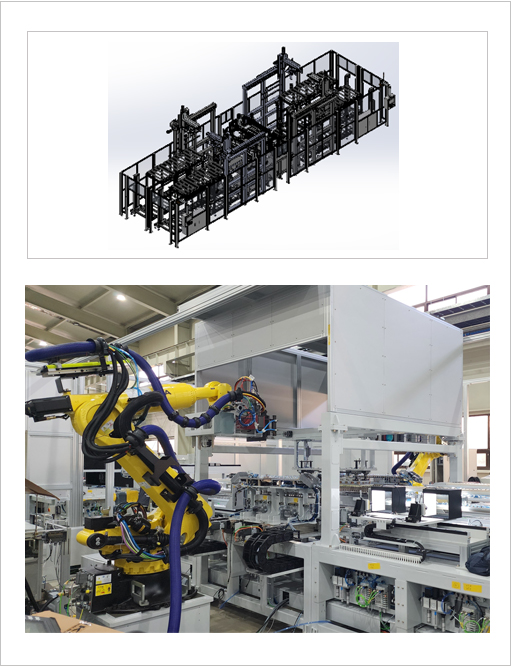
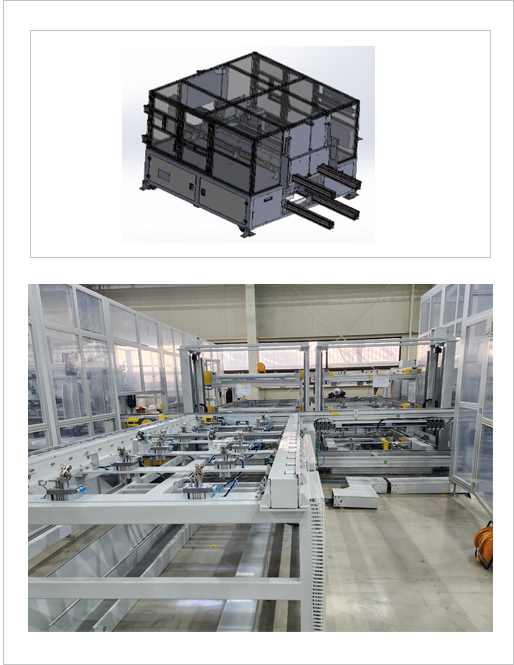
배터리 분해 라인
1) Lay-out : 길이25m x 폭14.5m x 높이3.5m
2) 하루 분해 대수 : 6대 (1대/80분, 8hr)
→ 하루 분해 모듈 대수 : 192ea
→ 연간 : 약1,600대 (265일 기준, 공휴일 제외)
3) 작업 인원 : 3명 (수동 공정 : 2곳)
4) 물류 방식 : 대차 이동 방식
5) 산업용 로봇 : 1대, 협동 로봇 2대 사용
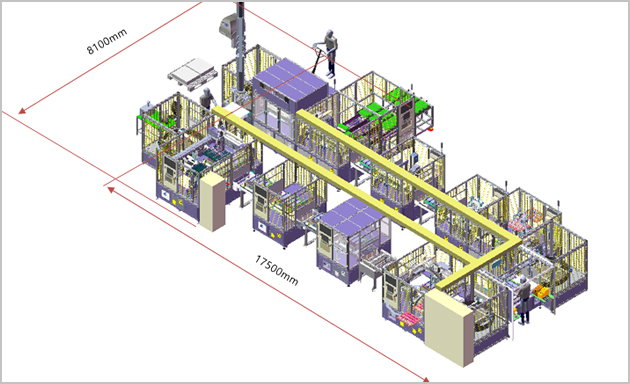
ESS 조립 라인
1) Lay-out : 길이17.5m x 폭8.1m x 높이3.9m
2) 하루 분해 대수 : 24대 (3대/60분, 8hr)
→ 분해 모듈 소비 개수 : 96ea
→ 연간 : 약6,400대 (265일 기준, 공휴일 제외)
3) 작업 인원 : 3명 (수동 공정 : 2곳)
4) 물류 방식 : Skid Pallet Conveyor
5) 협동 로봇 3대 사용.
BPU 공정 진행 현황

전면부

후면부

BPU-040 & 080_자동 Bolt 해체 및 Rail

BPU-050_Battery 분리 & Cleaning
ESS 공정 진행 현황

전면부

후면부

측면부

측면부